

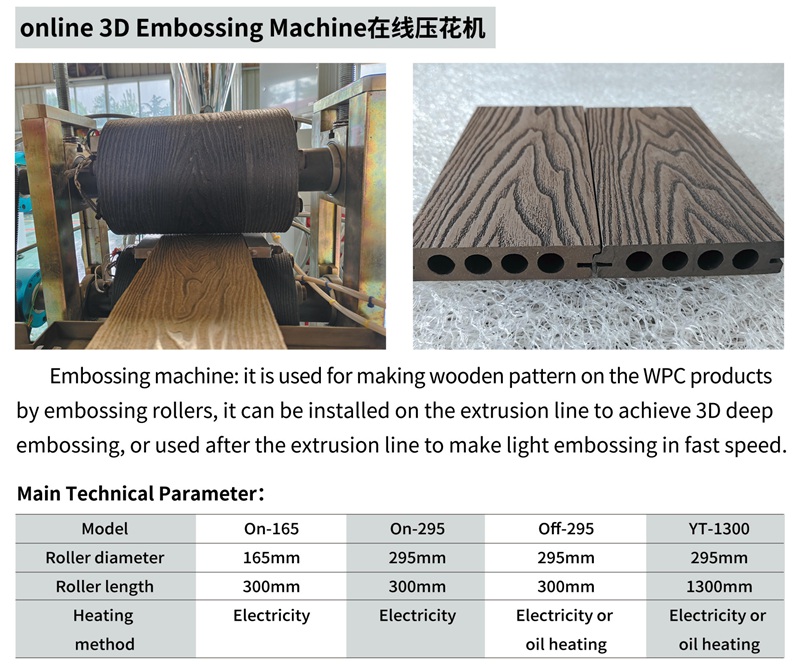
Solution pour les problèmes de gaufrage en ligne WPC
Solution pour les problèmes de gaufrage en ligne WPC
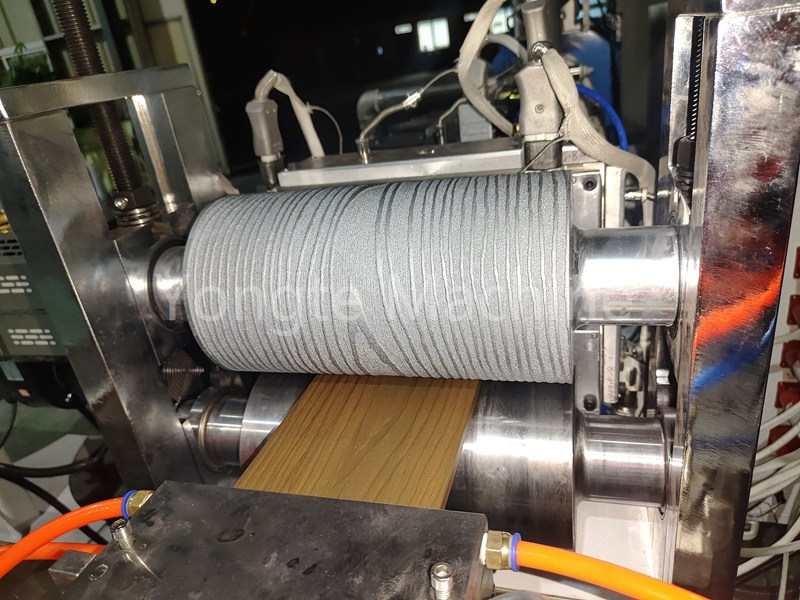
Lors de la production de terrassement WPC, le gaufrage en ligne est très important pour la qualité du produit, mais de nombreux opérateurs rencontrent des problèmes pendant la production, ce qui entraîne des modèles floues ou des profondeurs de relief inégales.
Ne pas paniquer! Aujourd'hui, Yongte partagera avec vous notre "trousse de premiers soins" professionnelle. Après l'avoir lu, vous pouvez saisir directement le platelage WPC de haute qualité! En fait, tant que vous maîtrisez les points clés, la scène de roulement peut également être magnifiquement transformée! Ensuite, les ingénieurs de Yongte vous apprendront pas à pas pour transformer la "scène de roulement" en "plafond de l'apparence"!

Le motif peu clair à la surface du sol en bois peut être causé par de nombreux facteurs tels que les matières premières, le processus de production, les moules d'équipement, etc. Les raisons et les solutions suivantes sont des raisons et des solutions:
I. Problèmes de matières premières
1. Ratio de matières premières déraisonnables
Raison:
La teneur en fibres végétales telles que la poudre de bois / poudre de bambou est trop élevée, ou la proportion de substrats plastiques (tels que PE, PVC) est trop faible, ce qui entraîne une faible fluidité du mélange et la difficulté à remplir les détails du motif de moisissure.
Trop de remplissage (comme le carbonate de calcium) peut réduire la plasticité de la fusion et provoquer un schéma peu peu difficile.
Suggestions de solution:
Optimiser le rapport de formule et augmenter de manière appropriée la teneur en substrat plastique (tel que le rapport PE / PVC a augmenté à 40% ~ 60%) pour garantir que la fusion a une bonne fluidité à haute température.
Contrôlez la quantité de remplissage ou utilisez des matériaux de remplissage avec une taille de particules plus fine (comme le carbonate de nano calcium) pour améliorer l'uniformité du mélange.
2. Mauvais effet de fusion des matières premières
Raison:
La température de traitement est insuffisante, le plastique n'est pas complètement fondu et la combinaison avec la fibre n'est pas serrée et la texture du moule ne peut pas être complètement transmise pendant la pressage.
La teneur en humidité des matières premières est trop élevée (en particulier la poudre de bois) et la vapeur d'eau est générée à haute température, entraînant des bulles de surface ou des motifs floues.
Suggestions de solution:
Augmentez la température de l'extrudeuse (comme l'augmentation de la température de la section de fusion de 5 ~ 10 ℃) pour s'assurer que le plastique est complètement plastifié et en même temps éviter la dégradation du matériau causée par une température excessive.
Séchez les matières premières en fibre telles que la poudre de bois (la teneur en humidité est contrôlée en dessous de 3%), qui peut être prétraitée par l'équipement de séchage.

Ii Problèmes de processus de production
1. Pression d'extrusion insuffisante
Raison:
La vitesse de vis d'extrudeuse est trop faible ou la vis est portée, entraînant une pression de fusion insuffisante et incapable de remplir efficacement la rainure du motif de moule.
La conception du canal d'écoulement de moisissure est déraisonnable (comme la section d'entrée est trop large, le rapport de compression est insuffisant), entraînant une perte de pression excessive.
Suggestions de solution:
Augmentez de manière appropriée la vitesse de vis (comme augmenter 10 à 20r / min), ou remplacer la vis / baril usée pour augmenter la pression d'administration de fusion.
Optimiser la structure du moule, augmenter la longueur de la section de compression ou ajuster le rapport de compression du canal d'écoulement (comme de 2: 1 à 3: 1) pour assurer une pression suffisante au motif.
2. Contrôle de chronométrage et de refroidissement inapproprié
Raison:
La distance entre le rouleau de gaufrage et la sortie de l'extrudeuse est trop loin, la fonte se refroidit trop rapidement et il est difficile d'extruder un motif clair après que la surface durcit.
La température du rouleau de gaufrage est trop élevée ou trop basse: une température trop élevée peut facilement provoquer une déformation du modèle; Une température trop basse fera refroidir rapidement la fusion et le motif est incomplet.
La vitesse de refroidissement est inégale et le motif local est floue en raison d'un retrait rapide.
Suggestions de solution:
Raccourcissez la distance entre la station de gaufrage et l'extrudeuse (il est recommandé d'être contrôlé à moins de 50 ~ 100 cm) pour s'assurer que la fonte est dans le meilleur état plastique.
Contrôlez avec précision la température du rouleau de gaufrage (généralement 20 ~ 30 ℃ inférieur à la température de fusion), qui peut être ajusté en temps réel via le système de contrôle de la température.
Optimisez le système de refroidissement et utilisez un refroidissement segmenté (comme le refroidissement par l'air d'abord, puis le refroidissement par eau) pour assurer un refroidissement uniforme de la surface et éviter la déformation rapide du refroidissement.
Iii. Problèmes de rouleaux d'équipement et de gaufrage
1. Usure de rouleau de gaufrage ou défauts de conception
Raison:
Après une utilisation à long terme, le bord du rouleau de gaufrage est usé et émoussé, entraînant un sens tridimensionnel insuffisant du motif en relief.
La profondeur du motif est trop peu profonde (comme <0,3 mm) ou l'angle est trop grand (comme l'angle de biseau> 60 °), et il est difficile pour la fusion de remplir les détails de la pointe.
Suggestions de solution:
Vérifiez régulièrement l'usure du rouleau de gaufrage, maintenez-le ou remplacez-le à temps pour assurer le bord net du motif.
Optimiser la conception du motif de rouleau de gaufrage: la profondeur est recommandée comme étant de 0,5 à 1,0 mm, et l'angle de biseau est contrôlé à 45 ° ~ 55 ° pour faciliter le remplissage et le démontage de la fusion.
2. Précision de rouleau de gaufrage insuffisante
Raison:
La rugosité de surface du rouleau de gaufrage n'est pas suffisante (comme la valeur RA> 1,6 μm), ou la précision de gravure du motif est faible (comme une résolution de gravure laser insuffisante), ce qui entraîne des lignes floues.
La pression entre le rouleau de gaufrage et le rouleau de traction est inégale (comme la différence de pression gauche et droite> 5%), entraînant une clarté partielle et un flou partiel du motif.
Suggestions de solution:
Traitement de surface du rouleau de gaufrage (comme le placage chromé, polissage du miroir), contrôle de la rugosité RA≤0,8 μm et utilise une technologie de gravure de haute précision (comme la gravure au laser en fibre, la résolution ≤0,02 mm).
Calibrez le système de pression du rouleau de gaufrage pour assurer une pression uniforme sur les côtés gauche et droit (erreur <2%), qui peut être surveillé en temps réel par le capteur de pression.

Iv. Autres facteurs
1. Vitesse de traction trop rapide
Raison:
La vitesse de traction ne correspond pas à la vitesse d'extrusion (comme la vitesse de traction> la vitesse de ligne d'extrusion de 15%), ce qui entraîne un étirement excessif de la fusion pendant le gaufrage et l'aplatissement des détails du motif.
Suggestions de solution:
Ajustez la vitesse de traction de sorte que la vitesse de la ligne de traction correspond à la vitesse d'extrusion (erreur ≤5%), qui peut être contrôlée par la liaison de l'onduleur.
2. Utilisation incorrecte de lubrifiant
Raison:
L'addition excessive de lubrifiant (comme plus de 1,5%) rend la surface de fusion trop lisse, facile à glisser pendant le gaufrage et difficile à former des motifs.
Solution:
Réduisez la quantité de lubrifiant (comme le contrôler à 0,5% ~ 1,0%), ou le remplacer par un lubrifiant interne avec une meilleure compatibilité (comme le stéarate de glycéryle) pour éviter d'affecter l'adhésion de fusion.
Pour résumer, résoudre le problème du gaufrage en ligne nécessite plusieurs aspects. Trouvez la cause profonde et résolvez-la en fonction de la situation de production réelle. Ensuite, vous pouvez produire de manière stable de haute qualité et magnifique. Si vous avez des besoins, veuillez contacter l'équipe d'ingénieur de Yongte pour vous aider à résoudre divers problèmes dans la production de WPC Dacking en ligne.
