Comment résoudre le problème de qualité de la surface du tuyau PPR?
Comment résoudre le problème de qualité de la surface du tuyau PPR?
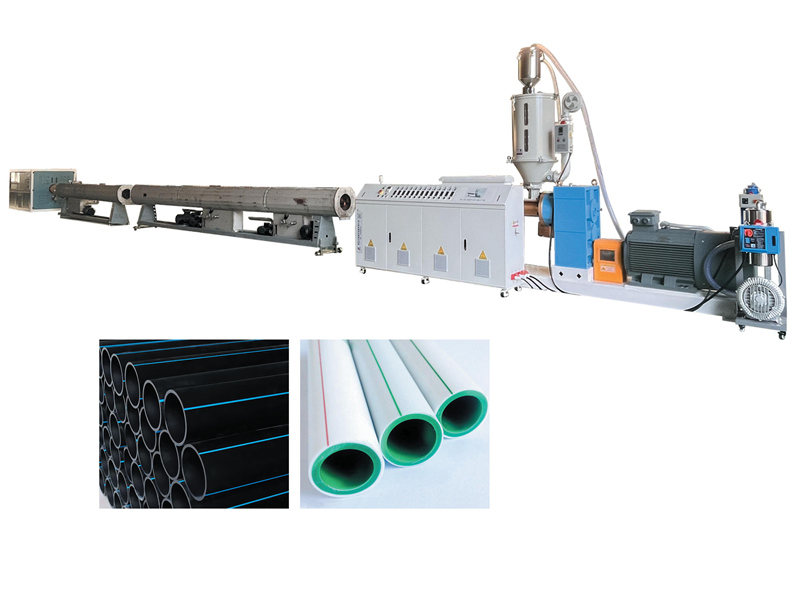
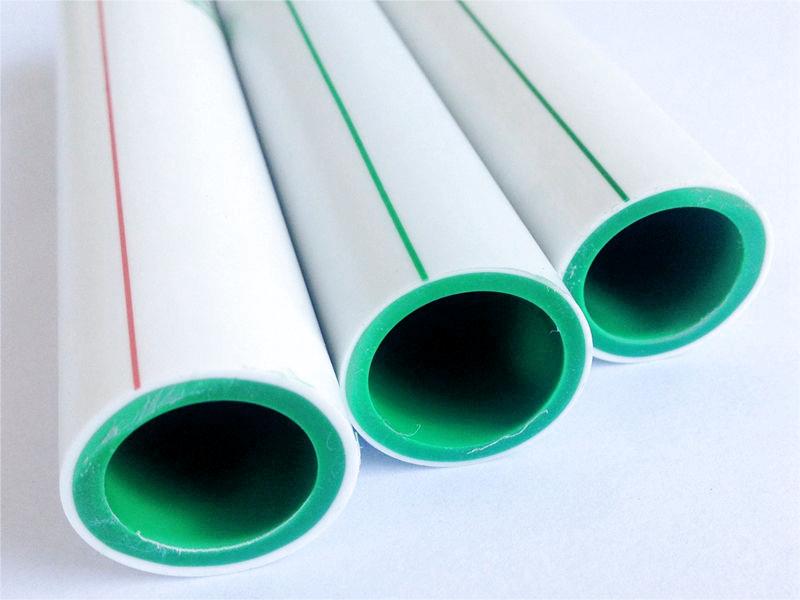
Les tuyaux PPR (Copolymère aléatoire en polypropylène) sont largement utilisés dans l'alimentation en eau et le drainage, le CVC, les pipelines industriels et autres champs en raison de leur résistance à la corrosion, de leur résistance à haute température, de leur résistance à l'impact et d'autres caractéristiques. Sa qualité de surface affecte non seulement l'apparence, mais peut également refléter les performances internes (telles que la pureté des matières premières, la stabilité de la technologie de traitement).
Ici, l'équipe d'ingénierie de Yongte analyse les problèmes de qualité de surface des tuyaux PPR et fournit des solutions correspondantes:
1. Surface rugueuse du tuyau PPR / rayures
· Raisons possibles:
· Le coureur de moisissure n'est pas lisse (comme la paroi intérieure a du coke ou des impuretés) et le flux de fonte est bloqué.
· La température de l'eau de refroidissement est trop élevée (la température de l'eau de refroidissement recommandée du tuyau PPR est de 15-25℃), et la surface n'est pas solidifiée dans le temps.
· Le manchon de diamètre fixe n'est pas aligné sur le centre du moule, entraînant une frottement excentrique du tuyau.
· résolvant:
· Retirez le moule et retirez le coke dans le coureur avec une brosse en cuivre ou un agent de nettoyage spécial (évitez d'utiliser une brosse métallique en acier pour endommager la surface).
· Réduisez la température de l'eau de refroidissement et vérifiez si le système de circulation de l'eau est lisse.
· Calibrez le centre de la matrice et le manchon de dimensionnement et ajustez la concentricité (déviation <0,5 mm).
2. Excentrique du tuyau PPR avec une épaisseur de paroi inégale
· Raisons possibles:
· L'espace entre la matrice du noyau et la matrice de la bouche n'est pas correctement ajusté (comme le resserrement incohérent des boulons).
· La machine de traction n'est pas parallèle à l'axe du moule et la force de traction est excentrique.
· La pression de fusion est instable (comme la fluctuation de l'extrusion), entraînant un flux de matériau inégal.
· résolvant:
· Ajustez bien le boulon de réglage du moule et mesurez l'écart avec un spectacle (erreur <0,05 mm) pour s'assurer que la circonférence est uniforme.
· Calibrez la piste de la machine de traction pour rendre la direction de traction cohérente avec l'axe du moule.
· Extrusion stable (reportez-vous à la solution de "extrusion instable") et augmentez la pression de la pompe à fondre si nécessaire.