

Solution pour l'écart dimensionnel, le gauchissement et la déformation dans la production de portes WPC
Solution pour l'écart dimensionnel, le gauchissement et la déformation dans la production de portes WPC
Abstrait
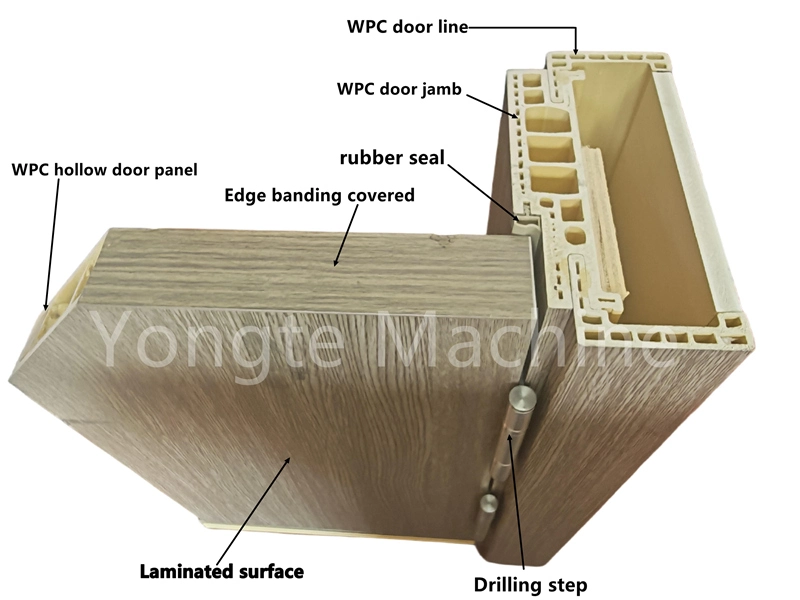
Les portes en composite bois-plastique (WPC) sont devenues un produit courant dans l'industrie moderne de fabrication de portes et fenêtres en raison de leurs avantages exceptionnels, notamment le respect de l'environnement, la résistance à l'humidité, la résistance à la corrosion et le faible coût de production global. Néanmoins, l'écart dimensionnel, le gauchissement et la déformation irréversible sont trois défauts de qualité répandus lors du processus d'extrusion et de moulage des portes WPC. Ces problèmes réduisent non seulement la planéité de la surface et l'apparence générale des produits finis, mais affectent également directement l'efficacité de l'assemblage ultérieur, la durée de vie du produit et la satisfaction du client. S'appuyant sur des années d'expérience en production sur site et en recherche technique, les ingénieurs professionnels de Yongte résument les solutions d'ajustement et de correction ciblées pour les trois défauts ci-dessus, dans le but de fournir des références techniques fiables aux fabricants de portes WPC afin d'optimiser les processus de production et d'améliorer la qualité des produits.

1. Introduction
Les matériaux WPC sont composés de fibres végétales, de résine thermoplastique, d'additifs fonctionnels et d'autres matières premières par fusion à haute température et moulage par extrusion. Affectés par de multiples facteurs tels que le rapport de formule des matières premières, la température d'extrusion, le système de refroidissement, la vitesse de traction et le processus de coupe, les produits de portes WPC semi-finis et finis sont sujets à des dimensions globales instables, à une déformation unilatérale ou bilatérale et à une déformation structurelle. Différentes des portes traditionnelles en bois massif et des portes en PVC, les portes WPC présentent des caractéristiques de contrainte structurelle interne complexes. Le débogage aveugle d'un seul paramètre de processus ne peut pas éliminer complètement les défauts de qualité ; une optimisation systématique depuis le moulage, le refroidissement jusqu'au post-traitement est nécessaire. Cet article analyse les causes profondes des défauts courants et propose des stratégies de correction réalisables.
2. Causes et solutions correctives des défauts courants des portes WPC
2.1 Écart dimensionnel
2.1.1 Causes des défauts
L'écart dimensionnel fait référence à l'erreur entre la longueur, la largeur et l'épaisseur réelles des portes WPC et les valeurs de conception standard, qui se produit principalement lors de l'étape de découpe et de moulage par extrusion. Les principaux facteurs inducteurs comprennent un refroidissement irrégulier des profilés, une vitesse de traction fluctuante, une conception structurelle déraisonnable du système de façonnage et des erreurs de découpe manuelle ou mécanique. Des erreurs dimensionnelles excessives entraîneront une mauvaise correspondance lors de l'assemblage du cadre de porte, entraînant des espaces, des blocages de porte et d'autres problèmes après-vente.
2.1.2 Mesures correctionnelles professionnelles
Selon l'équipe technique de Yongte, un processus combiné de mise en forme sous vide, de circulation de refroidissement par eau et de contrôle de traction stable est au cœur du contrôle de la précision dimensionnelle des portes WPC. Premièrement, le système de mise en forme sous vide est adopté pour contraindre le contour extérieur des profilés WPC extrudés en temps réel, afin d'éviter l'expansion ou le retrait du profil provoqué par la dilatation thermique et la contraction à froid. Deuxièmement, le dispositif de refroidissement par eau en circulation est configuré pour réaliser un refroidissement uniforme et progressif des couches intérieure et extérieure du panneau de porte, éliminer les différences de retrait locales et stabiliser la taille de base du profilé après moulage.
De plus, il est essentiel d'associer un dispositif de traction à vitesse constante de haute précision pour éviter les instabilités dimensionnelles causées par une traction rapide et lente. En coopération avec un équipement de coupe optimisé à longueur fixe, l'ensemble de la ligne de production peut réaliser une précision de coupe contrôlée.±1 mm, qui répond pleinement aux exigences d'assemblage de haute qualité des portes WPC finies.

2.2 Déformation des panneaux
2.2.1 Causes des défauts
Le gauchissement est l'un des défauts les plus fréquents des portes WPC, se manifestant principalement par une courbure en arc du panneau de porte dans le sens horizontal ou vertical. Les principales causes profondes sont une vitesse de refroidissement asymétrique des deux côtés du profilé, un écart incohérent de la lèvre du moule d'extrusion et une tension de traction instable. Un refroidissement asymétrique entraînera une contrainte de retrait incohérente sur les surfaces supérieure et inférieure du panneau de porte ; un écart déraisonnable des lèvres de la matrice entraînera une décharge inégale des matériaux composites ; et les fluctuations fréquentes de la vitesse de traction aggraveront la répartition déséquilibrée des contraintes des produits semi-finis.
2.2.2 Mesures correctionnelles professionnelles
Pour résoudre fondamentalement le problème de gauchissement, les fabricants doivent procéder à une optimisation synchrone du système de refroidissement, de la structure du moule et des paramètres de traction. Tout d'abord, mettez en œuvre une gestion équilibrée du refroidissement, ajustez le débit d'eau et la température du canal d'eau de refroidissement des deux côtés du moule de façonnage, assurez la vitesse de refroidissement synchrone des parties supérieure et inférieure du panneau de porte WPC et réduisez la différence de contrainte générée lors de la phase de refroidissement.
Deuxièmement, détectez et calibrez régulièrement l'espace des lèvres de la matrice du moule d'extrusion pour garantir la symétrie de l'espace sur les côtés gauche et droit ainsi que sur les côtés supérieur et inférieur, afin que les matériaux WPC fondus puissent être déchargés uniformément et que la densité de toutes les parties du panneau de porte reste constante. Enfin, maintenez la vitesse de fonctionnement constante de l'unité de déplacement, définissez un seuil de tension raisonnable, évitez les accélérations et décélérations soudaines et empêchez la force de traction externe de provoquer une déformation par flexion irréversible du panneau de porte durci non refroidi.

2.3 Déformation structurelle
2.3.1 Causes des défauts
Différente du gauchissement de la surface, la déformation structurelle appartient aux dommages internes permanents des profilés de porte WPC, notamment l'indentation, la torsion et l'effondrement global. Ce défaut est principalement dû à une conception déraisonnable du chemin de refroidissement, à des contraintes internes résiduelles à l'intérieur du matériau et à une formule déséquilibrée des matières premières. Des chemins de refroidissement déraisonnables entraîneront des contraintes résiduelles excessives à l’intérieur du profilé ; un rapport inadapté de fibres végétales, de matrice plastique et d'additifs réduira la ténacité et la stabilité structurelle des matériaux WPC, rendant les produits finis sujets à la déformation sous les changements de température externes et l'extrusion par force externe.
2.3.2 Mesures correctionnelles professionnelles
Les ingénieurs de Yongte proposent trois directions d'optimisation principales pour résoudre la déformation structurelle : optimiser les chemins de refroidissement, libérer les contraintes internes résiduelles et ajuster la formule des matières premières. En termes de chemins de refroidissement, repensez la disposition des canaux d'eau de refroidissement internes et externes de l'équipement de façonnage, adoptez le mode de refroidissement progressif de pré-refroidissement, de mise en forme à température constante et de refroidissement final, réalisez une libération lente des contraintes pendant le refroidissement du moulage et évitez l'accumulation excessive de contraintes internes.
Pour la régulation des contraintes internes, ajoutez une section de vieillissement anti-stress après le processus de traction, placez le panneau de porte initialement moulé dans un environnement à température et humidité constantes pendant une certaine période pour éliminer les contraintes résiduelles. En termes d'optimisation de la formule, ajustez le rapport de mélange de la poudre de bois, des particules de plastique, de l'agent de couplage et du stabilisant, améliorez la force de liaison interfaciale entre la fibre végétale et la résine thermoplastique, améliorez la ténacité globale et la capacité anti-déformation des matériaux composites et réduisez fondamentalement la probabilité de déformation structurelle.
3. Conclusion
L'écart dimensionnel, le gauchissement et la déformation sont des goulots d'étranglement clés qui limitent l'amélioration de la qualité des produits de portes WPC, et l'apparition de divers défauts est interdépendante et affectée par plusieurs liens de production. Dans la production réelle, les fabricants doivent non seulement s'appuyer sur le débogage d'un seul paramètre, mais également construire un système de contrôle qualité complet du processus couvrant la formule des matières premières, le moulage par extrusion, le façonnage sous vide, le refroidissement par eau et la traction à vitesse constante.
L'adoption du processus de production de haute précision de mise en forme sous vide + refroidissement par eau + traction stable pour contrôler les erreurs dimensionnelles, un refroidissement équilibré et une structure de matrice symétrique pour limiter le gauchissement, et l'optimisation des chemins de refroidissement et des formules de matériaux pour éliminer la déformation structurelle peuvent résoudre efficacement les problèmes de qualité courants ci-dessus. Pour les entreprises de portes WPC, le réglage standardisé des paramètres de processus et la maintenance quotidienne des équipements sont également des conditions préalables importantes pour maintenir une qualité de produit stable à long terme.